激光焊接在整个激光加工技术中占有很重要的地位。自激光器问世以来,它在焊接方面的应用潜力即受到人们重视并逐步得以实现。激光焊接的主要优点为:
1:溶深大,速度高,单位时间融合面积大,是一种高效焊接法;加上焊缝深宽比大,热影响区小,焊件变形小,特别适合于精密热敏感部件的焊接,可以免去焊后矫形加工工艺;
2:并且激光焊接一般不填充金属,也不需要焊接剂;
3:激光焊接可以使用惰性气体充分保护,则焊缝不受大气污染,从而增强焊接牢固性以及稳定性;
4: 焊接系统具有高度的柔性,易于实现自动化操作。

激光焊接的应用前景广阔,加快开发相关的工艺和技术,是非常具有意义的,所以林兴在2017年就开始触及激光焊接技术的研发与工艺改进,目前公司已经有全套的激光焊接技术,并且林兴有着国内一线品牌的焊接机对金刚石刀头进行焊接。
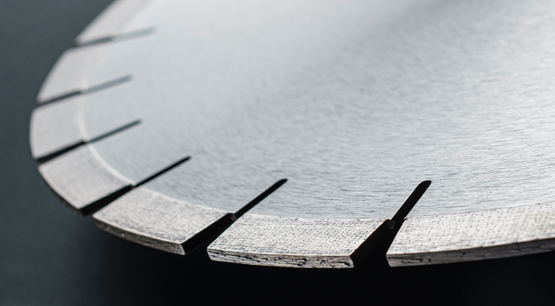
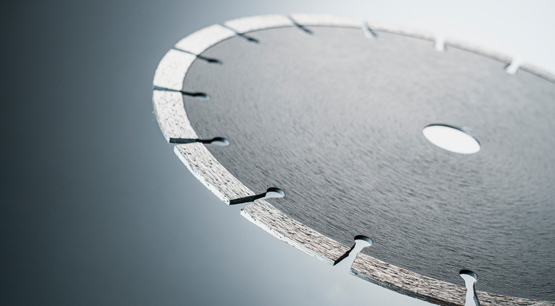
金刚石圆锯片由基板和圆弧形锯齿两部分组成。其基板材料为合金钢,主要为38CrM o Al、30CrM oV、M45钢等,锯齿为铁基、钴基、镍基或铜基粉末掺入金刚石热压烧结成型的刀头节块,把基体和刀头相结合的过程就是激光焊接要完成的工作。目前我国多采用高频加银焊片(主要是银铜焊片)焊接法,焊接生产效率低,接缝耐热性差,锯片在使用过程中容易出现锯齿脱落(崩齿)现象。
美、英、法等发达国家于 20世纪 80年代中期开始研究激光焊接金刚石锯片的工艺,由于其具有不崩齿、安全可靠、高温强度大大高于传统方法焊接的锯片、能实现高速自动化生产、无须后续加工等优点,欧美等国

国内的激光焊接工艺是近年来才开展的。用 45钢或 40Cr作基板,虽然有较好的焊接性,但基体强度不够,易变形;用 65M n作基板,综合性能好,又是我国的金刚石锯片基板的国家标准,然而 65M n属于高碳钢,在快速加热冷却过程中热影响区易产生大量的高碳马氏体,可焊性差,焊接性能无法保证; 故目前大多采用特种低碳钢作为基体材料。如要采用 65M n作为基板材料,锯齿的激光焊接必须作出工艺改进。目前经过长期的测试表明,在 65M n合金钢与金刚石刀头之间引入一过渡层,用激光在该过渡层与基板间形成溶池进行高速熔化、凝固,可使接缝强度增高,保证质量,达到使用要求。