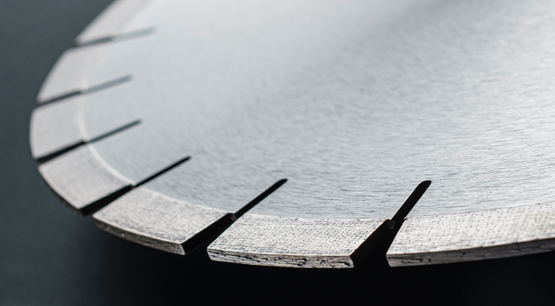
有序锯片是一种在锯片基体焊接有序排列刀头的锯片,这种锯片具有较高的锋利度以及较高的寿命,并且在材料方面,可以大幅度节省材料(特指金刚石的使用),但是在实际应用中却较少看到这样的锯片,为什么呢?
有序排列的金刚石锯片,在石材(花岗岩板材/大理石板材/陶瓷板/微晶石板等)切割领域里,对技术研发导向带来的价值是极其重大的,然而,当前还很难转化为现实的经济效益。理由是,目前该项技术的应用成本十分高昂,还很难为中国的石材工具制造商们引入生产领域。
有序排列的金刚石锯片的刀头,在制备工艺上,与普通的金刚石刀头有着较大差异(如图1所示)。
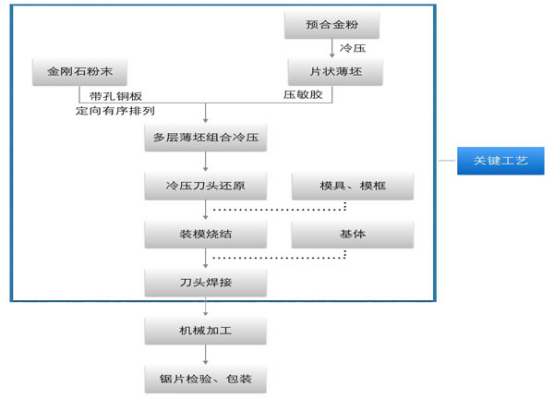
例如:( 1)必须加工自动冷压模的上压头,要在上压头顶部,预先设计、分布点阵小球柱;( 2) 将预合金胎体粉末和金刚石单晶分别制粒,使金刚石单晶在包覆制粒过程中,制成大小均匀的球状颗粒;( 3) 调整、改造自动冷压机的程序,将金刚石颗粒和胎体粉末分别装入自动冷压机的料斗中,实现胎体粉末和金刚石分别进料;( 4)在胎体粉末单边进料后,务必把胎体粉末压成小薄片。(5)在压制过程中,上压头就带有了预定排列式凸起的球柱,使胎体薄片表面压有与预定排列形式相对应的小圆坑。( 5) 驱动金刚石料车进料,在每个圆坑里正好落入一颗制成的球状金刚石粒,随后把多余的金刚石刮走,再轻轻复压一次,金刚石有序排列式薄压坯完成成型,如图2所示:

对以上有序排列金刚石锯片生产关键工艺技术的简述:
1.金刚石在预合金粉末中无法自然定向和有序排布,所以要先把胎体粉末冷压成片状的薄坯,然后再把金刚石定向有序的布置于薄坯上。一个刀头中薄坯的层数根据设计的金刚石层数来计算(薄坯的层数=金刚石的层数-1)。每层薄坯所用的粉料量=刀头的总重量/薄坯层数。
2.依照计算模拟设计的金刚石排布方式,用中小功率的激光器,在紫铜模板上打正六面型的孔。所选择的紫铜板的厚度要比金刚石的平均直径略大,大约为0.5mm左右,以保证金刚石能够完全掉进孔洞内。打孔的大小应该大于金刚石平均直径的1倍并小于平均直径的2倍,以保证每个孔洞都能纳入一粒金刚石,而不能容纳两粒金刚石。并且,落入孔内的金刚石单晶,其朝向一致,比例为75%,从而实现金刚石单晶的定向分布。
3.在胎体薄坯上喷洒薄薄一层特殊的压敏胶,然后把打孔紫铜模板覆在薄坯上,把金刚石撒在铜板上,然后将金刚石扫入孔内,确保每一个孔里面都会有一粒金刚石。揭开打孔紫铜模板,金刚石即在胎体上形成了有序的排列。
4.把多层布有定向有序金刚石的薄坯组合在一起,用冷压机制成刀头形状,为了尽量排除掉喷洒的压敏胶,把冷压成型的刀头放入真空烧结炉,在400℃的温度下放置半个小时左右,使压敏胶充分挥发。
5.烧结炉出来的刀头和压制好的过的曾一起装模、热压烧结。烧结时要采用竖向装模横向加压,以保证烧结出来后金刚石颗粒仍然有序排列。
6.很后拆模、磨弧、焊接、开刃、修整。
每个单位的有序排列金刚石锯片的制作工艺流程,比普通金刚石锯片的生产耗时平均加长30分钟以上,再加上配套设备的投资,辅助设施的增添,以及对高技术工人的需求,致使有序排列金刚石锯片的开发与生产成本高置不下,而市场效益尚不明朗,这很难为当前中国石材工具行业所普遍接受。因此,我们认为,严格意义上的有序排列金刚石锯片的应用时代尚未来临。