在早期的金刚石刀头成型过程中,人们通过最简单的加温加压,让刀头成型的过程来完成这个烧结流程,但是这样的加工方式对成型的模具钢体材料有极大的损害,一般一套模具用不到几次就出现钢体变形的情况,所以慢慢的人们寻求更科学的烧结方式,让模具可以多次烧结,从而降低烧结成本,进一步的降低刀头的价格。并且在很多组测试以后,发现这种野蛮式的加温加压的方式并不利于刀头更好的成型,林兴金刚石工具经过多年的研发,终于找到一套非常合适的烧结方式。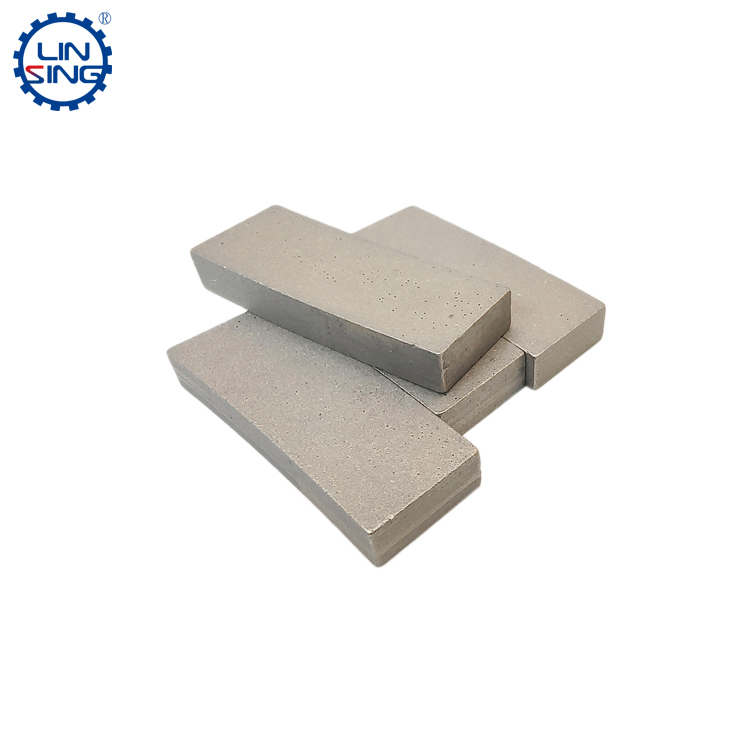
先预压(也称为冷压),预压的工序是在烧结金刚石刀头的前期,将刀头的工作层和非工作层装入模具内,放入手动或者自动冷压机,先给一定的压力进行冷压,这个压力一般根据刀头材料而定,如果石蜡和熔点低的金属比较多,那么压力大一点,反之可以压力小一些,一般保持在1000-2000kg/cm2的压力.一般牙好的结块坯件厚度基本达到尺寸,而宽度方面需要多出一点点高度,这里是预留烧结待压余量。
锻烧,把冷压过后的结块放入到石墨磨具中,然后送入热压机,热压机先要通电加热,当温度达到烧结温度,这个过程称为刀头煅烧过程前期,刀头煅烧过程一直持续到模具降温到室温,持续时间非常长。
加压,当模具温度达到烧结温度,并保持一段时间以后,就可以开始给压力,通过高压,让刀头的工作层和非工作层良好的结合起来。当把刀头压到一定尺寸,然后开始降压降温。
最后把模具放在钢板之上,冷却至室温,整个烧结过程完毕。这个时候就可以取出金刚石刀头,进行下一步的修整与质检了。


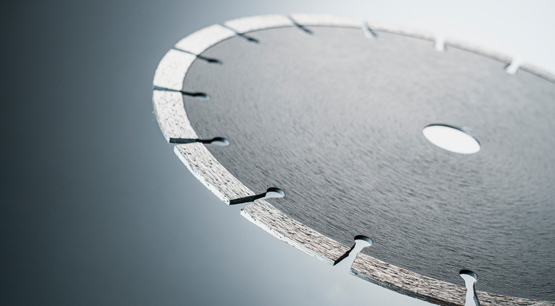
林兴金刚石刀头烧结过程
发布日期:2022-06-16 16:24:37 来源:林兴金刚石工具原创 浏览次数: