金刚石刀头在切割过程中会遇到不锋利的情况,其中不锋利的情况分为两种,第一种是刀头锋利度不足,但是寿命较长;第二种的刀头锋利度不足,寿命也很短,下面我们根据这两种不同的情况,对金刚石刀头做一个介绍。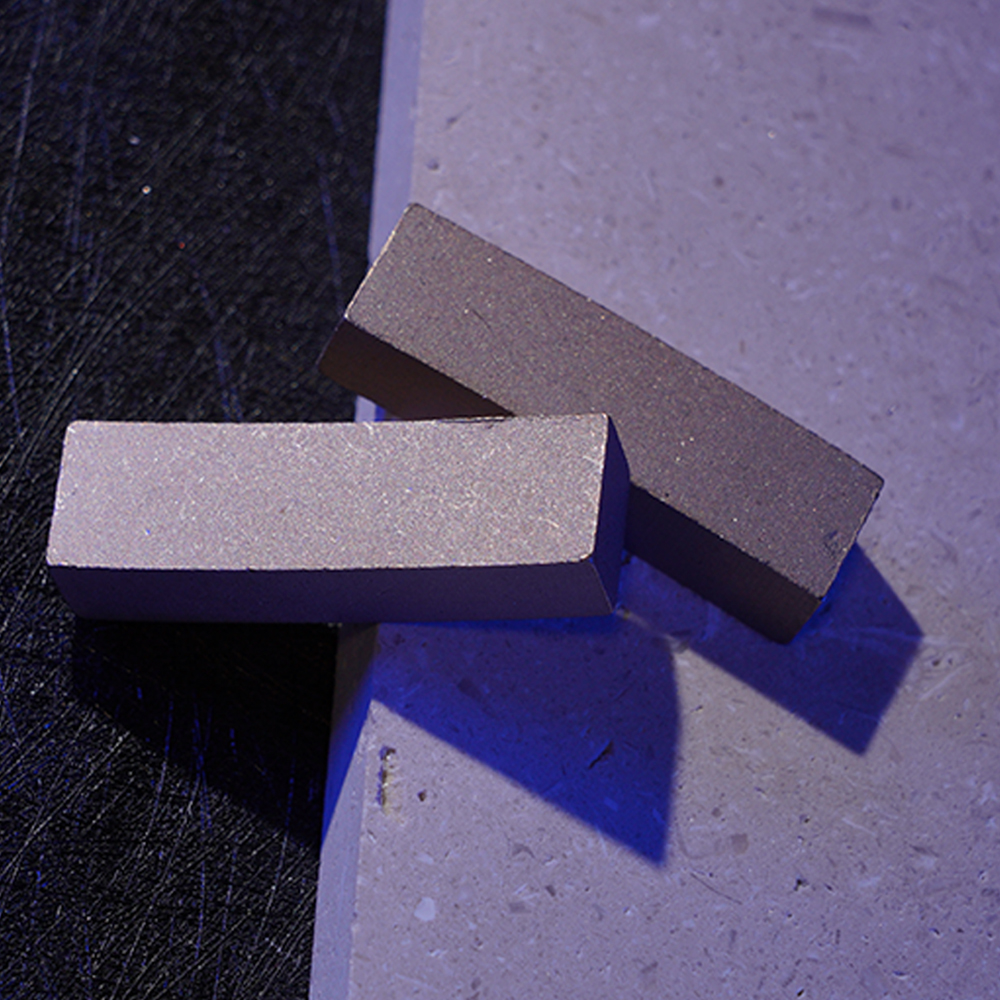 锋利度不够,但耐用寿命长:
锋利度不够,但耐用寿命长:
这种情况的具体表现为:主电机电流增加,切削进刀速度慢,甚至出现片体跳动,尖叫声等,适当减少进刀速度或者降低切割深度以后,锯片就会表现的较为正常,但是切割效率变慢。
锋利度不够有如下原因:
1:刀头和被切割对象没匹配好;简单来说,用切割花岗岩的刀头用于切割大理石,就会出现这样的问题,或者切割硬石的刀头用于切割软石大多也会出现这样的问题。
2:金刚石浓度太高;刀头中金刚石浓度过高,切割过程中,参与切割的金刚石多,受力面积增加,作用力不变的情况下,压强减少,也就导致切割锋利度变差了。
3:细粒度金刚石用量太多;粗颗粒的金刚石可以快速对石材进行切割,形成切割间隙,如果细颗粒的金刚石用量多了,粗颗粒的金刚石含量也就少了,所以会出现切割间隙小,切割速率降低的情况。
4:金刚石强度太高;这种情况出现在金刚石强度过高,切割石材的过程中,金刚石出现不易破碎的情况,在长期的切割过程中,不易破碎的金刚石被磨圆,也就会出现锋利度降低的情况。
5:金刚石胎体密度过高;胎体结合剂烧结时间,压力,粉末配比导致胎体过硬,这样的胎体切割软石的时候,就会出现消耗慢的情况。
6:刀头宽度过大;刀头的宽度过大,这样的刀头切割过程中,由于受力面积增加,切割效率也就降低了。
7:电机电源电压太低;如果是高峰用电时期,由于电压过低,导致电机切割不动石材。
8:切机功率太小;如果电机功率较小,就有可能出现切割不动石材的情况,好比小马拉大车一样的道理。
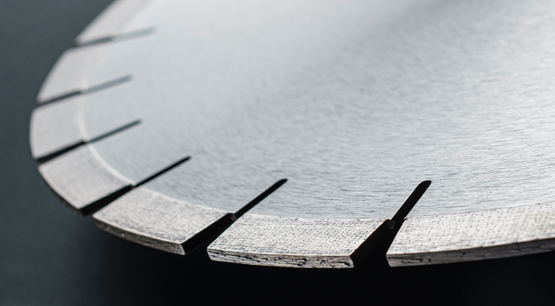
9:锯片基体钢性不足,或不平整,有摆动;锯片基体很大程度也决定了刀头的切割性能。
锋利度不够,也不耐用寿命短
这种情况的具体表现为:若锋利度不够,手摸刀头表面没有粗糙感,肉眼可见金刚石脱落,寿命大幅度降低。
这种情况原因有以下几点:
1:金属结合剂严重氧化,对金刚石失去把持能力;主要是因为在烧结过程中没有进行真空烧结所导致的,采用真空烧结机即可解决问题。
2:烧结温度太低,合金化未完成;烧结温度达不到标准,一般是配方设计问题,也有可能是操作问题,但是如果是大批量出现此类问题,出现多磨烧结的可能性较高。
3:热压时间太短,刀头外层跑料太多,内部合金化效果也差;这个情况属于烧结工艺方面的问题,需要增加保温保压时长即可解决问题。
4:模具太旧,刀头尺寸明显偏大,密度不够;致密度是刀头耐用性非常大的障碍。
5:金刚石质量太差,如金刚石后处理没有洗净,表面含有酸等杂质,当然金刚石强度过低,粒度过大都会出现这类问题。 总的来说,金刚石刀头如果出现切割不动的问题,大多是刀头生产过程的问题,当然,也不排除基体,机台等问题,如果遇到此类问题,可根据上述的原因进行排除,最终找到原因解决问题。
总的来说,金刚石刀头如果出现切割不动的问题,大多是刀头生产过程的问题,当然,也不排除基体,机台等问题,如果遇到此类问题,可根据上述的原因进行排除,最终找到原因解决问题。


金刚石刀头不锋利怎么办?
发布日期:2023-01-12 14:55:57 来源:林兴金刚石工具 浏览次数: