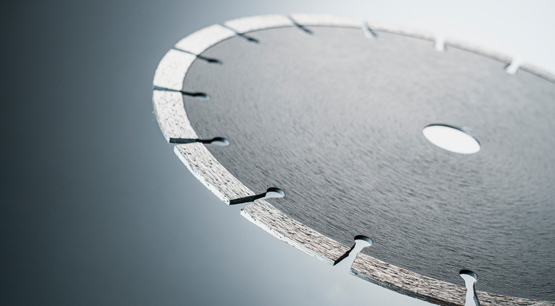
金刚石刀头是一种石材加工工具,主要根据刀头的实际用途,分为用于矿上开采刀头,荒料切割刀头,对破石材刀头,切边刀头,金属磨料刀头,磨轮刀头以及钻孔用的钻头刀头等等,这些刀头的使用方法不尽相同,下面我们具体的来了解一下:
矿山开采刀头:这种刀头主要用于矿山开采,焊接于矿山双刀圆盘锯所用的不同规格的大小锯片上。其中大锯片焊接上厚度尺寸更小的刀头,而小锯片则焊接厚度尺寸更大的刀头,先用小锯片开槽,然后用大锯片进行切割,大小片配合切割,提升切割效率。矿山刀头的用法是:
1:搭建焊接平台,固定半自动高频焊接机。
2:通过半自动高频焊接的方式进行焊接。
3:刀头自然降温以后,检测刀头焊接牢固度。
4:锯片通过行吊归位,等待安装进行切割。
荒料切割刀头:荒料切割刀头的种类较多,比如有传统用于花岗岩切割的砂锯刀头,用于大理石切割的框架锯用的排锯刀头,用于单片龙门切的单片锯刀头,还有用于不同基体厚度的组合切刀头。这些刀头的具体的焊接方式都不完全相同,特别是砂锯和排锯刀头焊接过程中,大多是采用排锯刀头生产厂家进行半自动焊接,通过排锯焊接机械进行焊接,但是也有少部分的石材工厂,会自己购买夹具,进行火焰焊接,不过由于火焰焊接过多依靠人员的熟练度,所以推广难度较大。
而其他圆锯片刀头的焊接,大部分也会采用半自动的焊接机,和矿山刀头搭建焊接台一样,在锯片顶部工作,通过高频焊接,快速加热刀头迅速降温的过程中,焊料牢固的把基体和刀头焊接在一起。但是需要注意的是,刀头焊接过程中,过热会导致焊接过程失败,所以间隔焊是最常见的焊接方法。
对破刀头和切边刀头的焊接,对破刀头和切边刀头是非常常见的的一种焊接方式,对破刀头的直径尺寸大多为550-850mm的锯片,锯片尺寸并不大,而切边刀头所用的锯片直径尺寸大多为250-500mm,这些锯片目前都可以采用全自动焊接机完成的,当然半自动焊接机也是可以使用的。
金属磨料刀头和磨轮刀头都是磨料刀头的一种,主要固定的方式主要是火焰喷枪进行固定,主要是因为这类磨料所需要的刀头规格非常多,无法一一生产夹具与之对应,所以火焊也就是最省成本的一种焊接方式了。但一些常用的磨盘,自动焊接或许在未来会成为现实。钻头刀头的焊接从火焊,慢慢已经朝着半自动化的流程在转变了,在目前,有着大量的钻头半自动焊接设备,可以满足大尺寸规格空心取芯钻头的焊接了。
在具体的使用方面,如果采用高频焊接或者火焰焊接固定的金刚石刀头,都需要在有水的环境下使用。并且注意初期刀头未开刃的过程中,采用慢转速,少切深的设定慢慢让刀头开刃,然后调整自转速以及增加切割深度,让刀头切割变得更加自如。


金刚石刀头使用方法
发布日期:2022-06-28 14:37:44 来源:林兴金刚石工具原创 浏览次数: