

石墨磨具一般表面为高强度钢和铸铁材料,方便施压和加温,中国国内常见的模具金属材料属性表如下:
模具的内部材料选择方面,一般会采用石墨材料,主要是因为石墨具有良好的导电性,其导热性能也较一般的非金属材料和部分金属材料好,特别是抗压方面的表现,可以说的上是非常优异的,实际测试表明,致密石墨模具的抗压强度可达45MPa,因此石墨做发热的成型材料和高压成型材料也就变得非常普遍。而在金刚石刀头生产过程中,成本更低的石墨磨具加上可多次利用的经济性让石墨作为金刚石刀头热压成型模具材料的主要原因。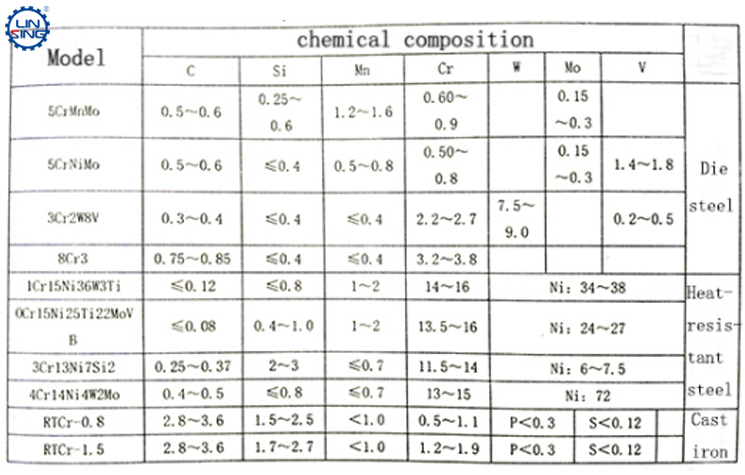
除了以上的优点,石墨还具有较小的热膨胀系数,它可以经受温度的急剧变化而不开裂,热胀冷缩的反应效应低,这样就可以最大限度的保证了材料在高温的时候依然可以保证刀头结块形状的统一性;并且金刚石刀头节块的胎体材料多为金属类物质和部分结合剂的高温液态物质,这些材料的热膨胀系数比石墨大得多,这样的好处就是在后期脱模过程中,不会因为模具的剧烈收缩让成型的刀头不易脱落;此外,石墨磨具在热压过程中,石墨表面因温度与氧发生反应生成CO或CO2气体,这些气体可以保护金刚石和胎体材料免受氧化,最大限度的保证了成品的美观。
当然,石墨磨具虽然好,但是也存在一定的不足,主要是石墨的气孔率比较大,在热压过程中,结合剂中的液态的金属(融熔的低熔点成分)很容易就被挤入石墨气孔的空隙中,从而使模具变脆,并且容易开裂,还有就是在卸模过程中,模壁会出现拉毛、变形的情况,一旦在刀头制造检测过程中发现了刀头产品质量出现下滑和外观受损的情况,就需要去检查模具是否需要更换。
所以选择石墨磨具进行金刚石刀头加工的时候一定要注意,第一,石墨的强度越高越好,超过45MPa最佳。第二,选择气孔率较低的石墨,越低越好,这样可以最大的增加模具使用次数,从而降低成本。

