在金刚石刀头的生产过程中的热压过程,其目的是为了增加金属胎体对金刚石的把持力,通过高强度的把持力,最大限度的利用金刚石的锋利度和坚韧度完成对石材,混凝土,钢筋,瓷砖,沥青和装饰材料的切割。
金刚石的烧结流程大致分别为:石墨磨具定做→涂抹脱模剂→装入冷压粗坯(工作层和非工作层按最终烧结成品排列顺序)→套上模框→垫上绝热隔板→拧紧固紧螺钉→送入热压机预压(预压压力为热压压力的百分30-40)→通电加热→保温保压(保压压力保持在20-30MPa)→卸压(下调压力至烧结压力的百分30-40)→降温冷却→卸模。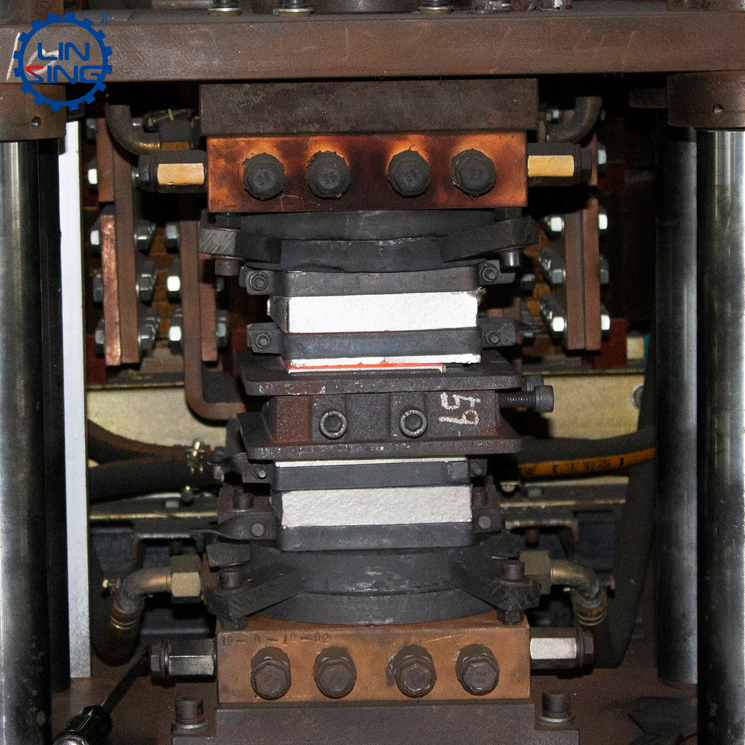
在整个金刚石刀头烧结过程中,我们需要注意以下几点,这些也是整个金刚石刀头烧结过程中最容易出问题的地方。
1.定制合适的金刚石刀头模具,如果非定制产品,那么就需要选择相匹配的刀头尺寸。并且对于变形,损坏,开裂的石墨磨具要进行及时的更换。千万不能出现大小不一的刀头,这样的刀头不仅在寿命和效率上出现问题,并且会破坏石材表面,让石料表面出现划痕,从而影响石料的加工。
2.在石墨模具与节块的所有接触面上涂刷一层脱模剂,这个步骤一定要做,不然容易出现脱不出的情况,从而浪费时间甚至损坏模具。
3.在专用装模垫板上将石墨模具与节块压坯组装好,要求石墨压头两端露出钢模框高度大体相等,留出光学测温孔。先紧固节块长度方向上的螺钉,然后紧固宽度方向上的螺钉,紧固时用力要均匀。受力均匀的刀头在烧结过程中产品质量也趋于稳定。
4.检查热压机石墨电极板的平直度和平面度是否良好,如不符合规定,要立即更换。
5.调整温度、压力自动控制仪表,并设定好保温时间及降温时间,认真执行工艺标准和刀头生产标准,不违规操作。
6.清理节块,测量尺寸及重量。及时剔除不良品,让金刚石刀头趋于稳定。


金刚石刀头热压&烧结流程与工艺
发布日期:2022-06-15 10:33:02 来源:林兴金刚石工具原创 浏览次数:

